











How to Move from POC to Production in Visual Inspection in 90 Days
Many computer vision pilots prove accuracy on a bench but stall before reaching an operational cell. This playbook shows how to go from proof of concept (POC) to a stable, auditable, and supportable production deployment in 90 days. It assumes you already validated feasibility (model detects target defects) and now need to industrialize the solution with the right hardware, process, and governance.
Success Criteria: Define “Done” on Day 0
- Quality KPI impact: ≥ X% reduction in false accepts and ≤ Y% false rejects compared to current method.
- Throughput: Meets cycle time with <50 ms decision latency, synchronized to reject actuation.
- Auditability: Image/result traceability for Z days with change control on models and thresholds.
- Supportability: Runbook, remote monitoring, and spare parts identified.
Document these targets with QA and operations before touching any code. See also Vision AI on the Line for accuracy metrics that drive OEE.
90-Day Timeline (4 Phases)
Phase 1 — Industrial Assessment (Weeks 1–2)
- Line study: Encoder positions, trigger, strobe, reject timing, mechanical envelopes.
- Optics & lighting freeze: Choose lens, FOV, working distance, and lighting based on part geometry. If needed, iterate using guidance from our hardware stack article.
- Architecture decision: Edge vs Cloud inference selection. For hard real-time, prefer edge with cloud for ModelOps.
- Risk register: IP sensitivity, changeover frequency, incoming variability, cleanliness.
Phase 2 — Data Hardening & Model Industrialization (Weeks 3–6)
- Golden conditions: Lock exposure time, gain, and lighting current. Create a “golden image” set for regression tests.
- Dataset curation: Label a balanced set by defect type and severity. Add “confounders” (cosmetic marks, acceptable variation).
- Model packaging: Convert to ONNX and optimize (TensorRT/OpenVINO). Quantize to FP16/INT8 while validating accuracy drift (<1 pp drop vs FP32).
- Determinism: Fix preprocessing (crop/ROI, color space) identically between training and runtime.
- Test harness: Offline replay of recent shifts; generate confusion matrices and per-defect ROC curves.
Phase 3 — Controls Integration & MVE (Weeks 7–10)
- MVE (Minimum Viable Equipment): Single cell with industrial camera, edge IPC, I/O to PLC/robot, safety review.
- Real-time performance: Budget <20 ms inference, ensure timestamped I/O and deterministic scheduling.
- Human-in-the-loop: Operator HMI for reclassify/override with role-based access and reason codes.
- Traceability: Store decision + crop + metadata; configurable retention by SKU.
- Change control: Model registry, signed artifacts, canary rollout, automatic rollback on KPI regression.
Phase 4 — Ramp to Production & Handover (Weeks 11–13)
- Pilot exit: 2–3 consecutive weeks meeting KPI thresholds on live production.
- Runbook & training: Procedures for start/stop, cleaning optics, retraining workflow, and spare IPC imaging.
- Harden for scale: Standardize bill of materials, network ports, and monitoring dashboards.
- Support model: On-call matrix (OT/IT/vendor), SLAs, and parts stocking strategy.
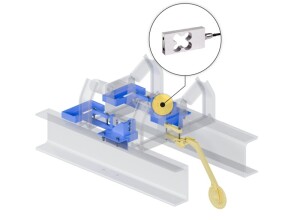
Reference Cell Architecture
- Imaging: Industrial camera with hardware trigger; telecentric or C-mount lens as required.
- Edge compute: Fanless IPC or embedded GPU; isolated from dust/heat; UPS-backed.
- Software: Containerized inference service, local message bus, watchdog, and HMI.
- ModelOps: Cloud or on-prem registry, dataset store, CI pipelines for validation, staged rollouts.
- Controls: Digital I/O to PLC, encoder input, safety interlocks, reject confirmation sensor.
KPIs That Predict Success
- Latency budget: capture→decision→actuation < 50 ms (95th percentile).
- Defect capture rate (DCR): ≥ baseline + Δ, broken down by defect class.
- False reject rate (FRR): ≤ target per SKU and shift.
- Operator interventions: < N per 1,000 parts after week 2 of pilot.
- Model drift alarms: Triggered on sustained confidence shifts or FRR excursions.
Governance: RACI Snapshot
| Activity | Responsible | Accountable | Consulted | Informed |
|---|---|---|---|---|
| Optics & lighting selection | Vision Eng. | QA Lead | Supplier | Operations |
| Model training & packaging | Data Scientist | AI Lead | Vision Eng. | IT |
| PLC/robot integration | Controls Eng. | OT Manager | Safety | Operators |
| Rollout & change control | DevOps/IT | Plant Manager | QA | Finance |
Risk Register & Mitigations
- Lighting drift: Use constant-current drivers; periodic health checks with a calibration target.
- Model overfit to POC data: Hold-out shifts; add confounders; enforce k-fold validation.
- Network dependency: Run hot path fully offline on edge; queue telemetry for backfill.
- Changeover complexity: Template per SKU with locked ROIs; barcode-driven auto-load; HMI guardrails.
- Operator adoption: Simple UI, clear reason codes, and fast escalation path.
Q&A: Practical Issues
How many images do we need to industrialize?
Beyond the POC set, capture at least 2–3 full shifts across normal variation. If rare defects are scarce, augment with synthetics and controlled rework. Keep preprocessing identical between training and runtime.
Can we roll out without cloud?
Yes. For IP or connectivity constraints, run inference and logging on the edge and sync only metadata. Later, add centralized ModelOps as policy allows.
What if the cycle time is extremely tight?
Optimize model size and precision (FP16/INT8), crop early, and move to industrial triggers. If needed, split into multi-stage inference (fast filter + high-accuracy inspector).
Related Articles
- Vision AI on the Line: Beating Traditional Rules-Based Inspection
- Lighting, Lenses, and Latency: The Hardware Stack for Reliable Visual QA
- Edge vs Cloud Inference for Vision QA: Latency, Cost, and Accuracy
Conclusion
Moving from POC to production in 90 days is achievable with a disciplined plan: freeze optics and timing, industrialize the model, integrate with controls, and operate a minimum viable equipment cell with auditable traceability. Standardize the bill of materials and ModelOps so each new SKU is an engineering change—not a new project.


























Interested? Submit your enquiry using the form below:
Only available for registered users. Sign In to your account or register here.